
SnowWhite2: Development of an Ergonomic Additively Manufactured Modular Saddle for Rehabilitation Cycling
One of SnowWhite2’s most innovative features is the ability to change the powder distribution system, a crucial factor for optimizing printing processes and expanding research possibilities. Depending on research and development needs, users can choose from several interchangeable distributors
SnowWhite2: Pharmaceutical Powder Recyclability
One of SnowWhite2’s most innovative features is the ability to change the powder distribution system, a crucial factor for optimizing printing processes and expanding research possibilities. Depending on research and development needs, users can choose from several interchangeable distributors
SnowWhite2: Powders with a low melting point
One of SnowWhite2’s most innovative features is the ability to change the powder distribution system, a crucial factor for optimizing printing processes and expanding research possibilities. Depending on research and development needs, users can choose from several interchangeable distributors
Snowwhite2 paper: Innovating Steel – Filters & Refractories
Welcome back to our exploration of cutting-edge research made possible, in part, by the precision of the Sharebot Snowwhite SLS 3D printing technology. Today, we’re featuring the scientific paper “Functionalized Feeders, Hollowware, Spider Bricks and Starter Casting Tubes for Increasing the Purity in Steel Casting Processes“. To begin, we’ll provide a straightforward explanation of what the study investigated and the main results it uncovered. Following this accessible overview, we’ll share the original abstract and relevant citations for a more in-depth look.
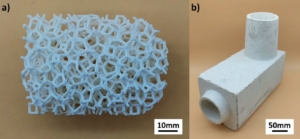
a) Template printed using Snowwhite – b) Runner end piece for industrial casting
Understanding the study and its main result
This paper is about improving the purity of steel during a specific casting process called “ingot casting by bottom teeming.” This method is often used for high-quality, specialized steels.
The researchers found a promising way to make the steel cleaner: by using filters. They made special foam-like filters using a 3D printing technique called selective laser sintering (SLS), and they specifically used our Snowwhite printer for this. These printed foam structures were then turned into strong filters using other techniques.
They also looked at improving the containers and tubes (called “hollowware refractories”) that hold and guide the molten steel. They made these components “reactive” by adding special coatings, which helps remove existing impurities and stops new ones from forming.
The big idea is to use both the Sharebot Snowwhite-produced “active” filters and the “reactive” hollowware components together. This combination creates a powerful filtration system that uses the best parts of both methods to clean the steel.
They tested these new ideas in real industrial settings with a company called Deutsche Edelstahlwerke Specialty Steels Europe GmbH (DEW). After the tests, they examined the materials and steel samples to see how well the new methods worked compared to the old ones.
Main result
The key discovery here is the development of a combined filtration system that significantly improves the purity of specialty and alloy steels during ingot casting. By simultaneously using 3D-printed “active” filters and specially coated “reactive” refractory components, they found a more effective way to remove impurities from molten steel. This leads to higher quality steel products.
Functionalized Feeders, Hollowware, Spider Bricks and Starter Casting Tubes for Increasing the Purity in Steel Casting Processes
Tony Wetzig, Matthias Schwarz, Leandro Schöttler, Patrick Gehre & Christos G. Aneziris
Ref.: https://link.springer.com/chapter/10.1007/978-3-031-40930-1_32
Abstract
Although continuous casting became the state of the art for the casting of ordinary steel grades, ingot casting by bottom teeming still has relevance in the steelmaking industry, especially for the manufacturing of specialty and alloy steels. As for every casting process, the ever-increasing quality requirements by customers lead to increased demand for new technologies to increase the purity of the cast steel melt regarding its inclusion content. Due to the special design of the bottom-teeming ingot casting facility and the discontinuous operation as batch process, the application of filters is a promising approach. Tailored foam geometries were prepared based on additive manufacturing via selective laser sintering (SLS) and transformed into filters via modified replication techniques and flame spraying. Additionally to filter application, the functionalization and quality improvement of applied hollowware refractories has high potential to remove existing inclusions from the steel melt and avoid the formation of new inclusions during casting. The investigated hollowware components were manufactured by pressure slip casting on the basis of coarse-grained alumina compositions and subsequent functionalization by spray coating based on carbon-bonded alumina slurries. Simultaneous application of functionalized, “reactive” refractory components and flame-sprayed, “active” filters enables a combined filtration system which unites the advantages of the distinct filtration mechanisms. In the continuous casting of specialty steels, the conditions are more severe resulting in additional challenges regarding the application of filters. An approach investigated in this subproject is the use of extruded filter starter casting tubes above the tundish outlet. To achieve this, extrusion mixes based on cellulose derivatives and materials of the system Al2O3-ZrO2-C (AZC) were investigated for their suitability. The new concepts were tested in industrial casting trials in cooperation with the company Deutsche Edelstahlwerke Specialty Steels Europe GmbH (DEW). Post-mortem, the former melt-refractory interface of the applied components was investigated and steel samples from the ladle, the gating system and the ingot were analyzed in comparison to untreated samples.
Snowwhite2 paper: Monotonic and cyclic compressive performance of self-monitoring materials
Our exploration of scientific advancements made possible by the Sharebot Snowwhite2 SLS 3D printer takes us to a fascinating study: “Monotonic and cyclic compressive performance of self-monitoring MWCNT/PA12 cellular composites manufactured by selective laser sintering“. In this piece, we’ll break down the core problem this research aimed to solve and the key discoveries they made. For those who want to dive deeper, we’ll also provide the original abstract and all referenced sources.
Understanding the study and its main result
This study looked at the mechanical and electrical properties of special 3D-printed structures when squished. These structures were shaped like honeycombs and made using our Sharebot Snowwhite2 3D printer. They used two different materials: pure PA12 (a type of plastic) and a mix of PA12 with carbon nanotubes (MWCNTs).
Here’s what they found:
- Pure PA12 structures were stronger and could absorb more energy, especially the denser ones (30% and 40% solid material).
- The MWCNT/PA12 structures were not as strong or stiff as the pure PA12 ones, but they were very good at absorbing energy (up to 53% efficiency).
- Most interestingly, the MWCNT/PA12 structures could sense strain, meaning their electrical resistance changed when they were deformed. They were very good at this, acting like built-in sensors.
- When these MWCNT/PA12 structures were repeatedly squished, their electrical resistance significantly increased as they got damaged. This means they could potentially detect damage as it happens.
Main result
The main discovery is that 3D-printed honeycomb structures made from a blend of PA12 and carbon nanotubes (MWCNTs) can act as self-sensing materials. They are not only good at absorbing energy but also have the remarkable ability to detect strain and damage as it occurs. This opens up possibilities for creating smart, lightweight structures that can sense their own condition, which could be useful in many applications like aerospace or automotive industries for real-time monitoring.
Monotonic and cyclic compressive performance of self-monitoring MWCNT/PA12 cellular composites manufactured by selective laser sintering
Muhammad Umar Azam (a), S Kumar (b), Andreas Schiffer (a) (c)
a) Department of Mechanical and Nuclear Engineering, Khalifa University of Science and Technology, Abu Dhabi, 127788, United Arab Emirates
b) James Watt School of Engineering, University of Glasgow, Glasgow, G12 8QQ, UK
c) Advanced Research and Innovation Center (ARIC), Khalifa University of Science and Technology, 127788, Abu Dhabi, United Arab Emirates
Ref.: https://www.sciencedirect.com/science/article/pii/S2666682025000106
Abstract
Herein, we experimentally investigate the mechanical and piezoresistive properties of selectively laser-sintered cellular composites under monotonic and cyclic compressive loading. Hexagonal honeycomb structures (HHSs) with relative densities of 20 %, 30 %, and 40 % were 3D printed from a ball-milled nanocomposite powder of multi-walled carbon nanotubes (MWCNTs) and polyamide 12 (PA12) with 0.3 wt.% MWCNTs. The pure PA12 HHSs exhibited lower porosity and superior mechanical properties, including collapse strength, elastic modulus and energy absorption, particularly at higher relative densities (30 % and 40 %). Notably, the specific energy absorption for the PA12 HHSs reached 24 J g⁻¹, under out-of-plane compression at 40 % relative density. Compared to neat PA12, the MWCNT/PA12 HHSs showed a reduction in strength and modulus but demonstrated excellent energy absorption efficiency of up to 53 %. Moreover, MWCNT/PA12 HHSs exhibited exceptional strain-sensing capabilities in the elastic region with gauge factors of up to 25. Cyclic tests showed that the zero-load resistance increased significantly as damage progressed during the collapse phase, highlighting their potential for application in smart, lightweight structures with integrated strain and damage-sensing functionalities.
Snowwhite2 paper: Separating critical elements from a NdFeB magnet
Welcome back to our series showcasing the incredible influence of the Snowwhite SLS 3D printer on scientific progress! Our focus today is on a paper titled “Separating critical elements from a NdFeB magnet with aminophosphonic acid functionalised 3D printed filters and their detailed structural characterisation with X-ray tomography.”
To make sure everyone can understand this important work, we’ll first break down what the study aimed to achieve and what its key discoveries were, all in plain language. If you’re looking for the nitty-gritty details, the original abstract and supporting references will follow.
Understanding the study and its main result
This research looked at 3D-printed filters designed to separate valuable elements from old magnets. These filters are made mostly of a common plastic called nylon, with a special additive. Two different additives were tested: one that’s commercially available (Lewatit TP260) and another that was newly created (called aminobisphosphonic acid (1)).
First, they dissolved the old magnets using a mild acid. Then, they tested how well the filters could pick up different elements. The filters with the commercial additive (Lewatit TP260) were much better at grabbing rare earth elements (like Neodymium, found in magnets) compared to other metals. They were also more effective than the filters with the newly created additive.
Because of their strong performance, the PA-TP260 filters were chosen for the main separation process. Here’s how it worked:
- Iron was removed first by causing it to settle out of the solution.
- Then, the remaining elements were separated into four different groups using the filters: rare earth elements, boron and cobalt, copper, and aluminum.
A big discovery was that these filters are very durable and reusable. They could be used for 50 cycles of adsorbing and releasing elements without losing their effectiveness or changing their structure. This means they’re robust and can be used repeatedly.
Main result
The key discovery is that these 3D-printed filters, specifically those containing the Lewatit TP260 additive, can efficiently and sustainably separate critical elements from recycled magnets. This is significant because:
- They use environmentally friendly chemicals (like methanesulfonic acid) for the separation process.
- The filters are highly reusable and robust, making the process more cost-effective and sustainable in the long run.
Essentially, they’ve found a greener and more efficient way to recover valuable materials from electronic waste.
Separating critical elements from a NdFeB magnet with aminophosphonic acid functionalised 3D printed filters and their detailed structural characterisation with X-ray tomography
Emilia J. Virtanen, Janne Yliharju, Esa Kukkonen , Tia Christiansen, Minnea Tuomisto, Arttu Miettinen, Ari Väisänen, Jani O. Moilanen
Ref.: https://chemrxiv.org/engage/chemrxiv/article-details/677f6c57fa469535b94858e1
Abstract
3D printed filters containing 70 wt% of polyamide (PA) nylon-12 as a polymer matrix and either 30 wt% of a commercial aminophosphonic acid functionalised resin (Lewatit TP260) or a synthetized aminobisphosphonic acid (1) as an additive were investigated for the separation of elements from a NdFeB magnet waste. Before separation studies, the magnet was leached with 10 v/v% methanesulfonic acid using S/L ratio of 5 g/l for 20 h at 60 °C. The PA-TP260 filters adsorbed rare earth elements (REE) more efficiently than transition and main group elements and showed greater uptake than the PA-1 filters at the studied pH range of 0.15–4.00. Thus, the PA-TP260 filters were selected for the separation process, wherein Fe was selectively precipitated from the leachate, while solid-phase extraction was used to separate the remaining elements from the leachate to four distinct fractions: REEs; B, Co; Cu; and Al. Neither significant decrease in the adsorption and desorption percentages of the PA-TP260 filters over 50 adsorption-desorption cycles, nor structural changes, as confirmed by the detailed X-ray tomography studies, were observed. The results indicate that the PA-TP260 filters are robust and fully reusable. Overall, the results demonstrated that the highly porous 3D printed filters efficiently separate critical elements from the NdFeB magnet leachate only by using ecofriendly MSA, ammonium chloride, and potassium oxalate solutions paving the way towards greener separation processess for the critical elements.
Snowwhite2 paper: Selective laser sintering of distinct drug and polymer layers
In this installment of our series showcasing the impact of the Snowwhite SLS 3D printer on scientific advancement, we’re focusing on the paper “Selective laser sintering of distinct drug and polymer layers as a novel manufacturing strategy for individually dosed tablets“. We’ll kick things off by breaking down the study’s purpose and its key outcomes in plain language, ensuring everyone can grasp the significance of the research. Then, for those interested in the technical details, we’ll present the original abstract and any associated references.
Understanding the study and its main result
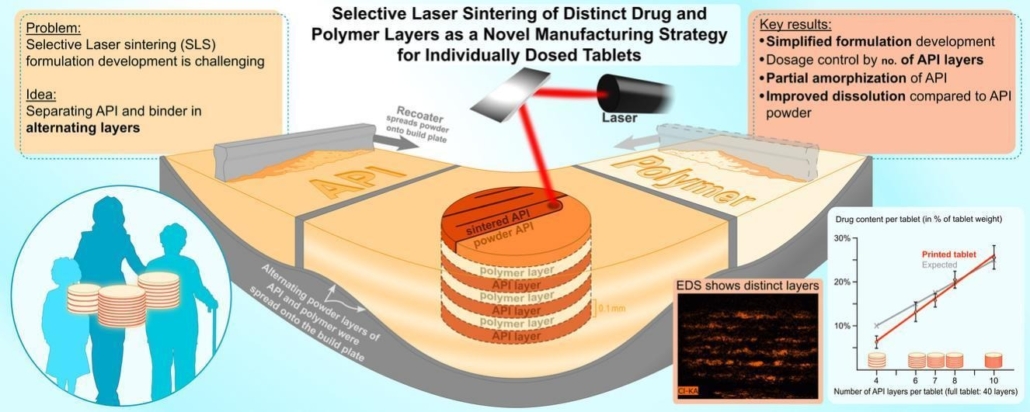
This study looked into a new way to make personalized medicine using our Sharebot Snowwhite2 SLS printer. Instead of mixing drug powder and other ingredients together, they used separate containers for the drug (indomethacin, or IND) and another material (polyvinyl alcohol, or PVA). This allowed them to print alternating layers of pure drug and pure excipient in one go.
They successfully made tablets with different doses of IND just by changing the number of drug layers. A big achievement was being able to print pure IND, which is usually hard to print by itself. They also found that the printing process changed the drug slightly, which might help it dissolve and work better in the body. Tests showed that the printed tablets dissolved faster than regular IND powder.
Main result
The main discovery is a simplified and effective method for creating personalized, multi-layered drug tablets using Selective Laser Sintering (SLS) without needing to pre-mix powders. This approach allows for direct printing of distinct drug and excipient layers, enabling precise dose control and potentially improving drug absorption. A key part of this discovery was successfully printing pure crystalline indomethacin, which was previously thought to be very difficult with SLS technology.
Selective laser sintering of distinct drug and polymer layers as a novel manufacturing strategy for individually dosed tablets
Jonas Autenrieth (a), Daniel Hedbom (b), Maria Strømme (b), Thomas Kipping (c), Jonas Lindh (b), Julian Quodbach (d)
a) Division of Molecular Pharmaceutics, Department of Pharmacy, Uppsala University, Uppsala Biomedical Center, P.O Box 580, SE-751 23 Uppsala, Sweden
b) Division of Nanotechnology and Functional Materials, Department of Materials Science and Engineering, Uppsala University, Ångström Laboratory, Regementsvägen 1, Uppsala 751 03, Sweden
c) Merck Life Science KGaA, Frankfurter Str. 250, Postcode: D033/001, DE-642 93 Darmstadt, Germany
d) Department of Pharmaceutics, Utrecht Institute for Pharmaceutical Sciences, Utrecht University, Universiteitsweg 99, 3584 CG Utrecht, the Netherlands
Ref.: https://www.sciencedirect.com/science/article/pii/S2590156725000234
Abstract
Selective Laser Sintering (SLS) is an emerging additive manufacturing technology with potential for the production of personalized pharmaceuticals. In this study, we investigated a novel simplified formulation approach in SLS-based manufacturing of individually dosed, multi-layered tablets with distinct layers of pure active pharmaceutical ingredient (API) and excipient. Indomethacin (IND) was chosen as the model API, and polyvinyl alcohol (PVA) served as the excipient. Unlike conventional methods requiring powder blending, this approach utilizes separate powder tanks for IND and PVA, enabling direct printing of alternating layers in a single-step procedure.
We successfully fabricated tablets with controlled IND doses by varying the number of IND layers, maintaining consistent printing parameters across different compositions and confirming the API’s chemical stability in the product. Since SLS is conventionally used for thermoplastic substances, the successful sintering of pure IND layers was a key achievement in the study, as this crystalline API is typically not printable separately. Energy dispersive X-ray spectroscopy (EDS) demonstrated the successful formation of distinct API and excipient layers. Differential scanning calorimetry (DSC) characterization revealed that the sintering process partially amorphized IND, which may enhance dissolution and bioavailability. Dissolution testing indicated that the printed tablets exhibited improved dissolution rates compared to raw IND powder.
The study successfully demonstrated the possibility of SLS-based production for personalized dosing by omitting powder blending steps. The ability to create individualized dosages with minimal excipients and simplified processing represents a step toward further investigation of SLS for clinical settings, including hospital and pharmacy-based drug production.
Snowwhite2 paper: Selective laser sintering for printing bilayer tablets
Our journey through scientific discoveries enabled by the Snowwhite SLS 3D printer continues with an examination of the paper titled “Selective laser sintering for printing bilayer tablets“. We’ll start by making the research accessible, explaining the central question the study addressed and the primary findings. Afterwards, we’ll include the original abstract and any cited sources for those wishing to explore the finer points of the work.
Understanding the study and its main result
This research used a our Snowwhite2 to make special two-layer tablets. These tablets contained two different medicines: rosuvastatin and acetylsalicylic acid.
First, the researchers made single-layer tablets of each medicine separately. They used different laser strengths to see how that affected the tablets’ properties like how well they dissolved, how easily they broke (friability), and how hard they were.
After figuring out the best settings, they created the two-layer tablets. They used a new technique that involved a 3D-printed case to hold the different medicine powders in the right places during printing.
The results showed that stronger lasers made the tablets denser, harder, less likely to break, and released the medicine more slowly. Also, the new method successfully created perfectly aligned two-layer tablets, and combining the two medicines didn’t significantly change how they dissolved.
Main result
The main discovery here is that it’s possible to use Selective Laser Sintering (SLS) 3D printing to create multi-material drug delivery systems. In simpler terms, they figured out a way to 3D print pills with different medications in separate layers, and they developed a new method to make sure those layers are perfectly aligned. This opens the door for making more complex and customized medicine combinations in a single tablet.
Selective laser sintering for printing bilayer tablets
Laura Andrade Junqueira (a), Atabak Ghanizadeh Tabriz (a), Vivek Garg (b), Siva Satyanarayana Kolipaka (c), Ho-Wah Hui d, Nathan Boersen (d), Sandra Roberts (d), John Jones (e), Dennis Douroumis (a) (c)
a) Delta Pharmaceutics Ltd., Chatham, Kent ME4 4TB, UK
b) Wolfson Centre for Bulk Solids Handling Technology, Faculty of Engineering & Science, University of Greenwich, Central Avenue, Chatham ME4 4TB, UK
c) Centre for Research Innovation (CRI), University of Greenwich, Chatham ME4 4TB, UK
d) Drug Product Development, Bristol Myers Squibb, 556 Morris Avenue, Summit, NJ 07901, USA
e) Bristol Myers Squibb, Reeds Lane, Moreton, Wirral, UK
Ref.: https://doi.org/10.1016/j.ijpharm.2024.125116
Abstract
In this study Selective Laser Sintering (SLS) was used to produce bilayer tablets containing rosuvastatin and acetylsalicylic acid. Initially, monolithic tablets of each drug were manufactured using different laser intensities in order to identify their impact on the tablet’s dissolution, friability and hardness. After the optimization, the final bilayer tablet was fabricated using a new method, that allowed the printing using different powder blends. For that, a 3D-printed casing was employed to maintain the compartments of the tablet in the correct position during the printing process. The results demonstrated that the increased laser intensities led to denser inner cores, enhanced hardness, decreased friability, and slower drug release. Moreover, the new method was able to produce bilayer tablets completely aligned, showing a minor impact on dissolution when the two compartments were printed together in a single tablet. The work demonstrated the feasibility of using SLS in the production of multi-material drug delivery systems.
Snowwhite2 paper: Understanding the mechanisms of gold(III) adsorption
In this installment of our series showcasing the impact of the Snowwhite SLS 3D printer on scientific advancement, we’re focusing on the paper “Understanding the mechanisms of gold(III) adsorption onto additively manufactured polyamide adsorbent, AM-N12“. We’ll kick things off by breaking down the study’s purpose and its key outcomes in plain language, ensuring everyone can grasp the significance of the research. Then, for those interested in the technical details, we’ll present the original abstract and any associated references.
Understanding the study and its main result
This scientific paper looks at how well a special type of plastic material, made using our Snowwhite2, can grab gold (specifically, gold with a +3 charge, written as gold(III)) from solutions that contain many different metals. The researchers found that the plastic works best at a very acidic condition (pH 0) for capturing the most gold. Even when other metals like platinum, palladium, copper, and others were present in the solution, the plastic was very good at picking out only the gold.
The way the gold sticks to the plastic seems to be mainly in a single layer. The speed at which the gold attaches to the plastic follows common patterns. Computer modeling suggests that the gold(III) might stick to the plastic through different forces, including negative charges repelling each other (anion-anion interaction), positive and negative charges attracting (electrostatic attraction), and a weaker type of bond called hydrogen bonding.
When they looked closely at the plastic after it had captured gold, they found that some of the gold(III) had changed into gold with a +1 charge (gold(I)), and even some pure gold metal (gold(0)). This means a chemical reaction happened where the gold was reduced. Lastly, they were able to remove about half of the captured gold from the plastic using a mixture of chemicals, and they could reuse the plastic again.
Main result
The main discovery is that this specifically designed 3D-printed plastic material (AM-N12) is highly selective for capturing gold(III) from complex mixtures of metals. Importantly, the researchers also found that during the capture process, some of the gold(III) is converted into lower forms of gold (gold(I) and gold(0)) on the surface of the plastic. This suggests that the plastic not only adsorbs the gold but also plays a role in a chemical reduction reaction. They also showed that the gold can be partially removed and the plastic can be reused.
Understanding the mechanisms of gold(III) adsorption onto additively manufactured polyamide adsorbent, AM-N12
Asiia Hurskainen (a), John Kwame Bediako (a), Youssef El Ouardi (a), Morad Lamsayah (b), Janne Frimodig (c), Eveliina Repo (a)
a) Department of Separation Science, School of Engineering Science, Lappeenranta-Lahti University of Technology (LUT), FI-53850 Lappeenranta, Finland
b) Laboratory of Applied and Environmental Chemistry (LCAE), Faculty of Science, University Mohammed First, 60 000 Oujda, Morocco
c) Department of Chemistry, University of Jyväskylä, P.O. Box 35, FI-40014 Jyväskylä, Finland
Ref.: https://www.sciencedirect.com/science/article/pii/S0009250924014301
Abstract
The focus of this paper is to study the adsorption behavior and mechanisms of gold(III) onto additively manufactured polyamide adsorbent, AM-N12 from synthetic multimetal leached solutions. Study of the effect of pH revealed that pH 0 was the optimum condition for reaching maximum gold(III) adsorption. In competitive mixtures containing Au(III) and other metal ions, i.e., Pt, Pd, Cu, Al, Fe, Pb, Sn, Ni, and Zn, extremely high selectivity towards Au ions was observed. Fitting of the adsorption isotherm data showed the order of Freundlich < Langmuir < Sips model, depicting likely monolayer adsorption process. Moreover, the kinetics data fitted well to the pseudo-first-order and pseudo-second-order models. Density Functional Theory (DFT) molecular modelling suggested anion–anion interaction, electrostatic attraction, and hydrogen bonding as possible adsorption mechanisms of gold(III). Furthermore, characterization and X-ray photoelectron spectroscopy (XPS) analysis indicated that after adsorption, portions of Au(III) were reduced to Au(I) and some portions were further reduced to Au(0), thus signifying reduction reaction. Finally, approximately 50 % of the adsorbed gold(III) was desorbed in 24h which was appro and the adsorbent regenerated using a mixture of 0.5 M thiourea and 1 M Hcl.